Your Cart is Empty


Prices for store pick up
(not including delivery or shipping)
Our finance partners can arrange funding to acquire equipment at competitive rates. We can offer loan, lease and hire purchase agreements to suit our customers needs.
*****We have a handy leasing calculator available on request help identify the monthly costings and tax savings*******
The Tax Benefits of Leasing explained
Leasing converts a large capital expenditure into small monthly payments. Hence the company has the profit-making equipment immediately and keeps their cash reserve available.
Rather than investing the precious cash reserves in depreciating assets, the company can use them to help increase profits.
Lease Rental is 100% Tax deductible
The main reason that the majority of companies lease rather than purchase equipment is that they use leasing as a method of reducing their tax bills. This is because lease rental is 100% tax deductible, and all payments made for the equipment are written off against the company’s tax bill. For any profit making business, this means a substantial saving in the real cost of acquiring equipment by lease rental. This could mean a saving of between 20-40% of the lease payments, depending on the rate of tax you pay*.
Payments on qualifying leases are written off as direct operating expenses, rather than a debt or outstanding liability, thus reducing short term taxable income.
Any capital allowances are passed on to you, and lease payments can be offset against taxable profits. VAT can also be reclaimed on monthly payments. This status as a “lease” as opposed to a “liability” on a company’s balance sheet is something the banks like to see, which is why an operating lease can be attractive. For this reason, leasing is often referred to as ‘off balance sheet’ financing – a tremendous advantage to both large and small businesses
Ownership at the end of the lease
Lease rental is just that, a rental or hire agreement. Title of the goods remains with the Lessor (either Kennet or assigned to a bank), which means the equipment does not show on the companies balance sheet, therefore not needing to be depreciated over a fixed period. If Kennet broker the funding, they are the “third party” involved within the lease agreements. In effect, Kennet buys the equipment from the supplier and then sell it on to the customer. This means that the customer can take full advantage of all the benefits of leasing but still owns it at the end.
The disadvantage of buying equipment outright
The disadvantage to buying equipment out-right, is that the capital invested becomes a depreciating asset. This is an asset that’s value decreases over time.
The total amount that assets have depreciated by during a reporting period is shown on the cashflow statement, and also makes up part of the expenses shown on the income statement. The amount that assets have depreciated to by the end date is shown on the balance sheet.
***************************************************************************************************************************
How the tax advantages of leasing works – in numbers
You lease a machine that costs £5,000 + VAT, over a 3 year term.
The monthly payments would be £162.50 + VAT over 36 months
Total paid over the term of the lease £5850
20% tax can be reclaimed on the total lease payments over the 3 years, so a total of £1170
Therefore the net cost of the lease is £5850 – £1170 = £4680*
***************************************************************************************************************************
*Your accountant will be able to provide more information. This information is provided for guidance only.
For more information, call Mark Suckley and his team at Kennet Equipment Leasing on 01675 469215 or email marksteam@kennet-leasing.co.uk.
All prices are quoted EXWORKS Bacup. You can arrange your own collection or if preferred we can arrange delivery.
We have Transport partners with a variety of vehicles including HIAB. Please enquire for a quotation.
Press dimensions: see NPC, normally 3500 X 1300 mm Working pressure: from 3 up to 5 Kg/sqcm. Pressing time: from 30 min. up to some hours
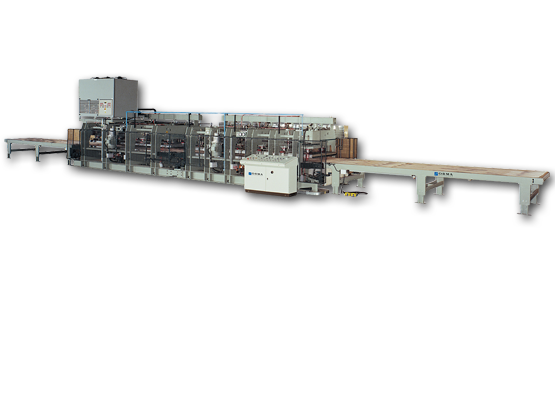
Hot/Cold quick pressing cycle single daylight press: The packs of veneer are opened and divided on the loading belt into a number of sheets that allow a good machining, so as to be then recomposed easily at the end of the line. Automatically they are loaded into a heated press then into a cooled press and then moved to the unloading area. The pressing cycle time changes according to the type wood essence and to the number of sheets. Normally from 1.5 min up to 3/5 minutes.
During the hot pressing are carried out one or more degassing of steams
2
The temperature changes from 100°C up to 120°C-130°C. In some case up to 150°C
Press dimension: 3500 x 1400 mm 4400 x 1400 mm 5300 x 1400 mm
N.B. The presses’ dimension it is exclusively due to requested capacity because the plant works in continuous regardless to the veneers’ dimension.
pressures: hot press 10 Kg/sqcm cold press 5 kg/sqcm
Temperatures: hot press 100-120°C Cold press: according to the room temperature
Cycle time: Form 1 up to a 3 minutes
It is not easy to well flattening the veneer but it becomes with the experience and in this field ORMA claims the result of being the first one in ITALY to flattening the veneer in fast hot-cold cycle with research and testing lasted over six months.
We know of foreign competitors that took over 2 years to get to the results that for ORMA were rather the starting point to improve. A material is well flattened when it is smooth as the glued veneer glued and shows no wrinkle that makes it difficult if not impossible its processing. ORMA has been for years, and it is still the company to be copied by its competitors.
Some secrets to flatten hard and well: Moisture of the veneer: the veneers come out from the dryers with a 8%-10% humidity (max. 12%) to avoid their moldy during storage. 8%- 10% humidity cannot be enough to get a good flattening, so it is necessary to wet the veneers.
Pre-heating of the more “corrugated” veneers to avoid breakages
Flattening in continuous and at high temperature for more productivity
Flattening quality: quick degassing, hot press with high pressure (flattening press), cold press with controller temperature (stabilizing press), quick translation from one press to the other.
Reliability of the pressing plants: the weak point of the plant has always been the hot press belt, the higher the temperature, the lower the lifetime.
Today after having tested the most different and advanced materials such as glass fiber, Kevlar, etc. we have a solution that allows the belt long lifetime even using the press in more the on shift/day. more shifts.
3
The belt of the hot press is made in a single piece without sewn or glued joints and can be replaced easily by the customer without intervention of the manufacturer specialized personnel. (Same for the cold press).
The Italian market is surely the most difficult because in Italy are processed tropical essences, which are the most nervous and hard, than the northern species (coniferous, resinous). ORMA has supplied pressing plants in all markets and therefore the customer can find in ORMA both experience and practical support to start its production activity
The presses are built with cut flame iron beams as the LCC presses Self bearing solid drilled steel platens with chromed surface (due to the high quantity of steam), blowing system on the upper platen to void the sticking of small pieces therefore damaging the material being processed, special profiles at the end of the platens to avoid any possible mark on the material being processed. The hot press platens are insulated with rock wool and galvanized casings
Belts divided between hot and cold press in order to lower maintenance costs, Hot press belt always in temperature (higher speed in heating up the material) The belts are controlled by a special electronic system of tension and centring that intervenes in case of sliding to reposition the belts themselves Pre-filling Hydraulic plant with suitable cylinders (a flattening hot press can make more than 2 millions/year pressing cycles; the same quantity of pressing cycles are carried out by a standard LCC in 5/10 years. The hot press cylinders are cooled down to keep the seals’ lifetime
Electronic system of control and synchronization of the speed of the 4 belts, with system for controlled acceleration and deceleration, working cycles control, possibility of connection to PC or printer for production data
Heating plant: gas/gasoil fired boiler (upon request)
Cooling down system: with closed-circuit cooling unit using ecological gases.
Automatic pressing plants with crosswise loading like NPC / A or PCC may be built, but are not recommended because they do not allow the continuous flattening, they are limited in size, and furthermore they have problem concerning the translation of narrow veneers between the different belts of the plant.
Please send us your enquiries via the following email form.